ШШУХЙиМќзжЃК
еЊ вЊЃК дкTIGКИФцБфЕчдДЕФЪЕЪБМьВтЕчЛЁЕчСїПижЦЯЕЭГжаНЈСЂЕчЛЁЕчСїФЃК§ПижЦЫуЗЈЁЃВЩгУЫЋЪфШыЕЅЪфГіЕФФЃК§ПижЦЦїФЃаЭЃЌМДВЩгУЕчЛЁЕчСїЕФБфЛЏМАЦфБфЛЏТЪзїЮЊФЃК§ПижЦЦїЕФСНИіЪфШыСПЃЌАбЕїНквЦЯрЪНPWMТіПэЕФЪфШыЕчбЙзїЮЊФЃК§ПижЦЦїЕФЪфГіСПЁЃИјГіСЫЕЅЦЌЛњФЃК§ПижЦЕФзмЬхПђЭМЃЌВЂЯъЯИНщЩмСЫЖдгІФЃК§ПижЦЦїЕФЩшМЦЙ§ГЬЁЃ
ВЩгУTIGКИНгЗНЗЈКИНгБЁБкНсЙЙЪБЃЌШЫУЧзюЙизЂЕФЪЧКИНгЕчдДЕФв§ЛЁадФмКЭЕчЛЁЮШЖЈадЁЃШЛЖјЃЌгЩгкДцдкзХИїжжвђЫиЕФгАЯьЃЌШчЃКЕчЛЁГЄЖШЁЂЙЄзїЦНУцВЛЦНЁЂЦјЬхНщжЪЕФбЙСІЁЂЦјЬхСїСПЕФБфЛЏЁЂКИЧЙЯрЖдКИЗьБэУцОрРыЕФБфЛЏМАЙЉЕчЭјЕчбЙВЈЖЏЕШЃЌЖМЛсЪЙЯЕЭГЦЋРыЦНКтЕуЁЃШчЙћЯЕЭГОпгаПьЫйздЖЏЗЕЛиЦНКтЕуЕФФмСІЃЌдђЕчЛЁПЩЮЌГжЮШЖЈШМЩеЃЌетРяЃЌПижЦЯЕЭГЪЧЛЁКИФцБфЕчдДЕФКЫаФЃЌЪЧгАЯьЦфЙЄзїЮШЖЈадКЭПЩ*адЕФживЊЗНУцЁЃ
еыЖдКИНгЙ§ГЬОпгаЗЧЯпадЁЂЪББфаЮКЭВЛШЗЖЈадЃЌЕчЛЁЮШЖЈПижЦДцдквЛЯЕСаФЃК§ЬиеїЁЃЙЪЪЙгУгІгУЧАОАЪЎЗжЙуЗКЕФФЃК§ПижЦРэТлЃЌдйХфвдЕЅЦЌЮЂЛњПижЦЯЕЭГЖдTIGКИНгЕФЕчЛЁЕчСїЪЕааЮШЖЈПижЦЃЌНсЙћБэУїЃКОпгаПижЦОЋЖШИпЃЌЕчЛЁШМЩеЮШЖЈЃЌЖдКИНгВЮЪ§БфЛЏЪЪгІадЧПЕФЬиЕуЁЃ
ЃБ ЕчЛЁЕчСїЕФФЃК§ПижЦЯЕЭГзщГЩ
TIGКИЛњЕФФЃК§ПижЦЯЕЭГЕФЩшМЦЫМЯыЪЧЃКЪЕЯжФцБфЕчдДЕФКуСїЭтЬиадЃЌМДгУгкМьВтЕчЛЁЕчСїЕФЛєЖћДЋИаЦїЪЕЪБЕиАбЕчСїзЊЛЏЮЊЖдгІЕФЕчбЙЃЌИУЕчбЙОA/DзЊЛЛКѓЫЭЮЂЛњЃЌгыЪТЯШИјЖЈЕФЕчСїжЕНјааБШНЯЁЃCPUИљОнЦфЦЋВюКЭЦЋВюТЪЃЌдЫааЙЬЛЏдкEPROMжаЕФФЃК§ПижЦГЬађЃЌгЩD/AЪфГіПижЦаХКХИјвЦЯрЪНЃаЃзЃЭЃЌвЦЯрПижЦЕчТЗВЛЖЯЕиЕїећФцБфЕчдДжаСНЧХБлЙІТЪПЊЙиЦїМўIGBTвЦЯрНЧЕФДѓаЁЃЌШЗЖЈЙІТЪПЊЙиЦїМўЕФЕМЭЈТіГхПэЖШЃЌИФБфЪфГіЕчбЙЕФДѓаЁЃЌДгЖјЪЕЯжЖдЪфГіЕчСїЕФПижЦЁЃ
ЯЕЭГЕФзмЬхНсЙЙПђЭМШчЭМЃБЫљЪОЁЃвдИпЫйЕЅЦЌЛњ80C51FAзїЮЊЯЕЭГЕФКЫаФЃЌЭтХф81C55зїРЉеЙНгПкЃЌЪЕЯжгыМќХЬЕФЭЈбЖЃЌЭЈЙ§МќХЬЩшЖЈКИНгЗНЪНЁЂКИНгЙІФмМАИїжжКИНгВЮЪ§жИБъЃЌВЩгУDS80C320зїD/AЦЌЃЌЦфЪфГіОUA741ЗХДѓЦїЃЌЗХДѓЦїЕФЙІаЇЪЧгУРДЕїећЕчбЙвдТњзуPWMЪфШыЃЈ1.7ЁЋ5.2VЃЉЕФЗЖЮЇЃЌвЦЯрЪНPWMВЩгУUC3875ЃЌгУРДЕїећIGBTЕФЕМЭЈТіПэЃЌPWMПижЦЦїФкВПЩшгаЕчТЗБЃЛЄДыЪЉЃЌЮЊБЃжЄPWMИпЦЕЃЈ20kHzЃЉПЊЙиПижЦаХКХПЩ*ЕиДЋЪфЃЌВЩгУИпЫйЙтёюКЯЦїTLP559ЃЌЦфПЊЙиЫйЖШПЩДя1MHzЃЌетбљгаРћгкНЋЧПЕчгыШѕЕчИєРыЃЌЭЌЪБЃЌЮЊБЃжЄаХКХгазуЙЛДѓЕФЧ§ЖЏФмСІЃЌВЩгУ74CH4050зїЭЌЯрЧ§ЖЏЦїЃЌгЩгкЛєЖћдЊМўБОЩэвбОЪЕЯжЧПЕчКЭШѕЕчЕФИєРыЃЌЙЪдкаХКХЪфШыЪБВЛБиМгИєРыЦїЃЌA/DЦЌВЩгУAD574AЃЌОпгаИпЫйзЊЛЛЫйЖШЃЌAT24C01зї  ЃЌгУвдМЧвфМќХЬЪфШыЕФИїжжВЮЪ§ЃЌФкДцгЩЕЅЦЌЛњКЭ81C55ЕФФкДцаЕїНтОіЃЌLCDвКОЇЯдЪОЦїВЩгУВЫЕЅКЭЭМаЮСНжжЗНЪНЃЌЯдЪОЯЕЭГЙЄзїзДЬЌКЭКИНгЫГађЁЂжИБъВЮЪ§ЕШЃЌгУACM-24064AаОЦЌРДЭъГЩЃЌВЩгУ32KЕФEPROM27C256КЭIMP815LзїІЬpЕчдДМрЪгМАдЫааЙмРэЃЌЖЏзїПЊЙиЗўЮёгкЦ№ЛЁКЭЪеЛЁЁЃ
ЃЌгУвдМЧвфМќХЬЪфШыЕФИїжжВЮЪ§ЃЌФкДцгЩЕЅЦЌЛњКЭ81C55ЕФФкДцаЕїНтОіЃЌLCDвКОЇЯдЪОЦїВЩгУВЫЕЅКЭЭМаЮСНжжЗНЪНЃЌЯдЪОЯЕЭГЙЄзїзДЬЌКЭКИНгЫГађЁЂжИБъВЮЪ§ЕШЃЌгУACM-24064AаОЦЌРДЭъГЩЃЌВЩгУ32KЕФEPROM27C256КЭIMP815LзїІЬpЕчдДМрЪгМАдЫааЙмРэЃЌЖЏзїПЊЙиЗўЮёгкЦ№ЛЁКЭЪеЛЁЁЃ
ЃВ ФЃК§ПижЦЦїЩшМЦ
БОЯЕЭГВЩгУЕфаЭЕФСНЪфШыЕЅЪфГіЕФФЃК§ПижЦЦїЃЌЦфНсЙЙШчЭМЃВЫљЪОЃЌжївЊгЩШ§ВПЗжзщГЩЃКОЋШЗСПЕФФЃК§ЛЏЃЛФЃК§ЭЦРэЙцдђЕФЙЙГЩЃЛЪфГіаХЯЂЕФФЃК§ОіВпЁЃ
2.1 гябдБфСПЕФШЗЖЈ
2.1.1 ФЃК§ПижЦЦїЕФЪфШыЪфГіЖЈвх
ФЃК§ПижЦЦїЪфШыЖЈвхЮЊЃК ЃЛЪНжаeЮЊЕчЛЁЕчСїЕФЦЋВюЃЛecЮЊЦфЦЋВюЕФБфЛЏТЪЃЛIgЮЊЕчЛЁЕчСїИјЖЈжЕЃЛIfЮЊЕчЛЁЕчСїВЩбљжЕ;e(n)ЮЊnTЪБПЬЮѓВюЃЛe(n-1)ЮЊЃЈn-1)TЪБПЬЮѓВюЃЛTЮЊВЩбљжмЦкЁЃ
ЃЛЪНжаeЮЊЕчЛЁЕчСїЕФЦЋВюЃЛecЮЊЦфЦЋВюЕФБфЛЏТЪЃЛIgЮЊЕчЛЁЕчСїИјЖЈжЕЃЛIfЮЊЕчЛЁЕчСїВЩбљжЕ;e(n)ЮЊnTЪБПЬЮѓВюЃЛe(n-1)ЮЊЃЈn-1)TЪБПЬЮѓВюЃЛTЮЊВЩбљжмЦкЁЃ
ФЃК§ПижЦЦїЕФЪфГіЖЈвхЮЊЃКЕїНквЦЯрЪНPWMЕФТіГхПэЖШЫљЖдгІЕФЕчбЙаЃе§СПІЄuЁЃ
гаСЫЩЯЪіЕФЖЈвхЃЌдђЪфШыгябдБфСПЖЈЮЊEКЭECЃЌЪфГігябдБфСПЮЊUЁЃ
2.1.2 СПЛЏвђзгKeЁЂKecКЭБШР§вђзгKuЕФбЁдё
ИљОнБОЯЕЭГЕФЬиЕуКЭЪЕМЪВйзїОбщЃЌгябдБфСПEЁЂECКЭUЕФЛљБОТлгђбЁдёЮЊЃК

Ш§ИігябдБфСПEЁЂECКЭUЕФТлгђОљЩшЮЊ[-6,6]ЃЌгЩДЫПЩЕУЕНЖдгІЕФСПЛЏвђзгКЭБШР§вђзгЃК

СПЛЏвђзгКЭБШР§вђзгДѓаЁЕФШЗЖЈЃЌШЁОігкЛљБОТлгђЕФбЁдёЃЌЫќОіЖЈСЫзюжеПижЦЕФаЇЙћЃЌШчЃКГЌЕїСПЁЂЯьгІЪБМфЁЂЮШЖЈадЕШЃЌЙЪЛљБОТлгђвЛАуЪТЯШГѕВНЕибЁШЁЃЌдкЪЕМЪЕїЪдЙ§ГЬжаашВЛЖЯаое§ЃЌзюжеШЗЖЈвЛИіНЯТњвтЕФНсЙћЁЃ
www.dianzi6.com2.1.3 гябдБфСПЕФСЅЪєКЏЪ§
Ш§ИігябдБфСПЗжБ№ЖдгІШ§ИіФЃК§МЏ ЁЂ
ЁЂ КЭ
КЭ ЁЃМјгкМЦЫуЩЯЕФЗНБуЃЌАбЁЂКЭЛЎЗжЮЊЃЗИіФЃК§згМЏЃЌЫќУЧЗжБ№ЪЧNLЁЂNMЁЂNSЁЂOЁЂPSЁЂPMЁЂPLЃЌУПИіФЃК§зг
ЁЃМјгкМЦЫуЩЯЕФЗНБуЃЌАбЁЂКЭЛЎЗжЮЊЃЗИіФЃК§згМЏЃЌЫќУЧЗжБ№ЪЧNLЁЂNMЁЂNSЁЂOЁЂPSЁЂPMЁЂPLЃЌУПИіФЃК§зг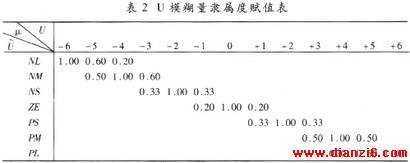
МЏЕФТлгђЮЊ[-6,6]Є ЃЌгябдБфСПЕФСЅЪєКЏЪ§аЮзДЖдПижЦадФмгАЯьВЛДѓЃЌЙЪШЁШ§НЧаЮЕФЗжВМКЏЪ§ЃЌдђEЁЂECКЭUДгЪєгкУПИіФЃК§згМЏЕФСЅЪєКЏЪ§ШчБэЃБКЭБэЃВЫљЪОЁЃ
2.2 ФЃК§ЭЦРэ
ФЃК§ПижЦЦївРОнЕФФЃК§ЭЦРэЙцдђЪЧФЃК§ПижЦЦїЕФКЫаФЃЌФЃК§ЭЦРэЙцдђжївЊвдШЫЕФПижЦОбщКЭПижЦЫМЯыЮЊвРОнЃЌБОЯЕЭГВЩгУЕФЕчСїЭЦРэЙцдђЮЊЃКЕБЮѓВюЮЊе§ДѓЪБЃЌбЁдёПижЦСПвдОЁПьЯћГ§ЮѓВюЮЊжїЃЌЖјЕБЮѓВюНЯаЁЪБЃЌвдЯЕЭГЮШЖЈЮЊжївЊГіЗЂЕуЃЌбЁдёПижЦСПОЁСПЗРжЙГЌЕїЃЛ
ЗДжЎврШЛЃЌИљОнетвЛЭЦРэЙцдђЃЌБуПЩЛёЕУЯргІЕФПижЦВпТдЃЌМДЖдгкУПвЛЖдЪфШыСПКЭОЭПЩЕУЕНвЛИіЯргІЕФЪфГіСПЃЌМћБэЃГЁЃ
2.3 ФЃК§ХаОі
ДгЩЯЪіФЃК§ЭЦРэЙцдђЕФЪфГіПЩвдПДГіЃЌШдЪЧвЛИіФЃК§СПЃЌБиаыНЋИУФЃК§СПОЙ§ФЃК§ХаОізЊЛЛГЩЯргІЕФОЋШЗПижЦСПUЁЃФЃК§ХаОіЕФЗНЗЈгаКмЖрЃЌетРяВЩгУжиаФЗЈНтФЃК§СПЮЊОЋШЗСПЃЌЦфМЦЫуЙЋЪНШчЯТЃК
гІгУФЃК§ЭЦРэЕФКЯГЩЫуЗЈПЩвдЫуГізюжеЕФПижЦзїгУБэЃЌМћБэЃДЫљСаЃЌетбљЃЌдкФЃК§ПижЦЙ§ГЬжаЃЌгЩвЛзщЪЕМЪЕФЪфШыСПeКЭecЃЌОЙ§СПЛЏКѓЃЌБуПЩЕУГівЛИіПижЦСПЃЌвђДЫБОЯЕЭГИљОн13ИіeКЭ13ИіECЯргІЕУЕНвЛИі13*13ЕФПижЦБэЁЃ
2.4 РыЯпПижЦБэ

гЩгкзмПижЦБэЕФМЦЫуЙЄзїСПНЯДѓЃЌЧвМЦЫуЪБМфНЯГЄЃЌЮЊМгПьЯЕЭГЕФЯьгІЫйЖШЃЌЯШНЋЩЯЪіПижЦБэВЩгУРыЯпМЦЫуаЮЪНЃЌМДзЊЛЛЮЊБэЃЕЃЌАЫЮЛЪ§зжСПЕФзюИпЮЛЩшЮЊЗћКХЮЛЃЌАбРыЯпБэЯШаДШыЮЂЛњЕФДцДЂЦїжаЃЌдкЪЕЪБПижЦжаЃЌжЛашЭЈЙ§ВщБэЕФаЮЪНЃЌБуПЩЛёЕУЪЕЪБЕФПижЦСПЁЃ
ЃГ ЯЕЭГШэМўЩшМЦ
ЯЕЭГШэМўЩшМЦПЩЗжЫФИіВПЗжЃККИЧАзМБИЃЌв§ЛЁПижЦЁЂКИНгНзЖЮПижЦЁЂЪеЛЁПижЦЃЌКИНгНзЖЮПижЦжївЊЪЧФЃК§ПижЦЃЌЦфГЬађСїГЬМћЭМЃГЃЌЮЊСЫМгПьПижЦЙ§ГЬЃЌЫѕЖЬЙ§ЖЩЪБМфЃЌдкГЬађжаЗжСНИіЛЗНкНјааЃЌЕБЕчСїЦЋВюДѓгкAУХЯожЕЪБЃЌЯЕЭГНјШыМгЫйПижЦЙ§ГЬЃЌШУаХКХбИЫйБЦНќИјЖЈжЕЃЛЕБЦЋВюаЁгкЕШгкAУХЯожЕЪБЃЌЯЕЭГНјШыФЃК§ПижЦЛЗНкЃЌИљОнЦЋВюКЭЦЋВюБфЛЏТЪЃЌСПЛЏКѓВщбЏФЃК§РыЯпзмПижЦБэЃЌШЁГіПижЦСПЕФдіСПЃЌШЛКѓНјааПижЦЃЌAЕФДѓаЁгЩОбщЕУГіЁЃ
ЃЈЃБЃЉФЃК§ПижЦзїЮЊвЛжжаТаЭЕФжЧФмПижЦЗЈЃЌдкКИНгЕчЛЁЕчСїЕФПижЦжаФмЛёЕУСМКУЕФПижЦаЇЙћЃЌОпгаПижЦОЋЖШИпЁЂЮоГЌЕїЁЂЖЏЬЌЦЗжЪКУКЭТГАєадЧПЕФЬиЕуЁЃ
ЃЈЃВЃЉВЩгУЕЅЦЌЛњПижЦЯЕЭГдкТњзуЕчЛЁЕчСїФЃК§ПижЦЕФвЊЧѓЯТЃЌОпгаГЩБОЕЭЁЂПижЦСщЛюЁЂПЩ*адИпЕФЬиЕуЁЃ
ШчЙћОѕЕУ ЮЂЛњФЃК§ПижЦдкTIGФцБфЕчдДжаЩшМЦетЦЊЮФеТВЛДэЃЌПЩвдЭЦМіИјХѓгбЗжЯэХЖЁЃ ЮТмАЬсЪО; БОеОЕФзЪСЯШЋВПУтЗбЯТдиЃЌЮЊЗНБуЯТДЮевЕНБОеОМЧЕУНЋБОеОМгШыЪеВиМаХЖЃЌРЮМЧЭјжЗhttp://www.dianzi6.com
ЮТмАЬсЪО; БОеОЕФзЪСЯШЋВПУтЗбЯТдиЃЌЮЊЗНБуЯТДЮевЕНБОеОМЧЕУНЋБОеОМгШыЪеВиМаХЖЃЌРЮМЧЭјжЗhttp://www.dianzi6.com|
ДЫвГЬсЙЉЮЂЛњФЃК§ПижЦдкTIGФцБфЕчдДжаЩшМЦЕчдДЕчТЗ,ЕчТЗЩшМЦ, МвЕчЮЌао - ЕЅдЊЕчТЗНщЩм - ЕчдДЕчТЗВЮПМЁЃБОеОЛЙгаИќЖрЕФЕчдДЕчТЗЯрЙизЪСЯЗжЯэЁЃ
Copyright© www.dianzi6.com Inc. All rights reserved ЁЃ 1 2 3 4 5 6 7 8 |
|